
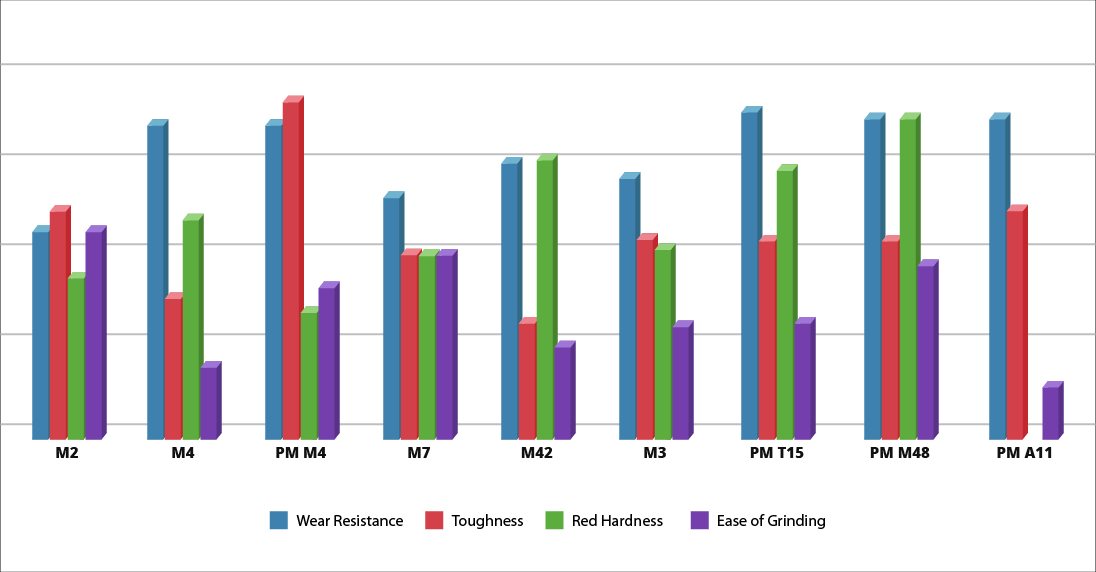
Our M2 steel is a general purpose molybdenum-type high-speed steel exhibiting well-balanced toughness, wear-resistance and red hardness properties. This grade is commonly used in cold work punches and dies and cutting applications involving high-speed and light cuts. M2 high-speed steel is by far the most popular high-speed steel replacing T1 in most applications because of its superior properties such as its bending strength, toughness and thermo-plasticity—all of which are higher than T1 by 50%.
Other Known Names: HS 6-5-2, 1.3343, S600 Steel, E M2, REX M2®, SKH 51, P6M5, 6-6, M2 Tool Steel
Griggs Steel Color Code:Black
Broaches, Knives, Drills, Pins, Reamers, Taps, Thread roll Dies, Rolls, Mandrels, End, Mills, Rolling Racks, Milling Cutters
0.294 lb/in3 (8138 kg/m3)
Specific Gravity
8.14
30 x 106 psi (207 GPa)
Machinability
50-60% of a 1% carbon steel
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 0.85 | 4.15 | 6.15 | 5.1 | 1.95 | - | 255 | 64 |
| ANNEALING | PREHEAT | AUSTENITIZING | QUENCH | TEMPERING |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1550/1600 | 1500/1550 | 2175/2225 | Salt/Oil/Atm | 1025/1050 |
For Cutting Tools:
For punches, dies, and tools that require maximum toughness without hot hardness:
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1525-1550°F (829-843°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 50°F per hour (28°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air.