
Griggs Steel no longer carries this product but has PM M48.
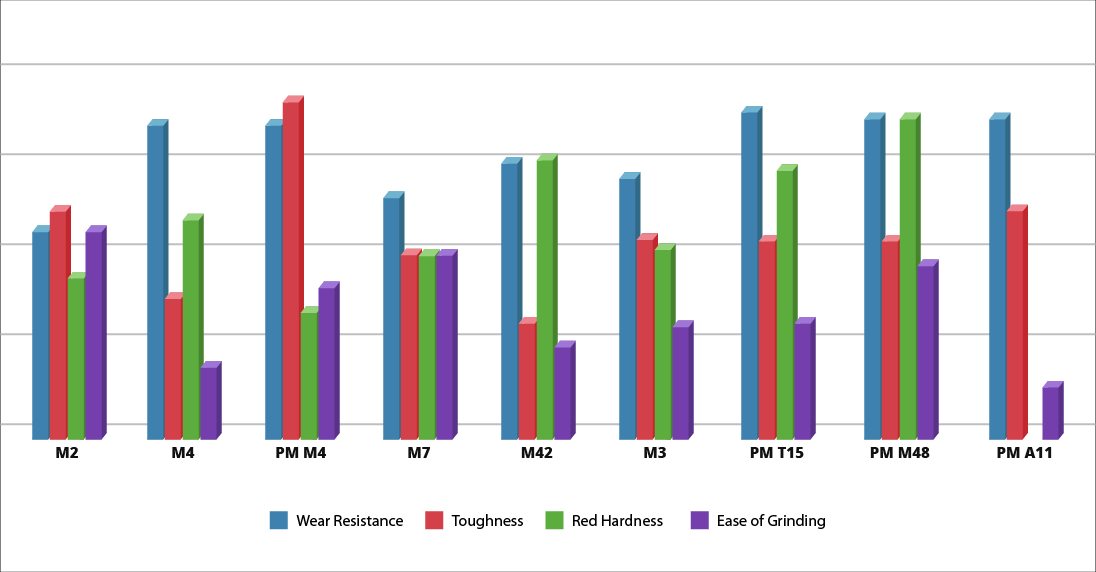
60 high-speed tool steel is a high-alloyed PM high-speed steel suitable for very demanding cold work applications and for cutting tools. The high carbon and alloying content, Co, Mo, W and V, gives an extremely high-compressive strength combined with a very suitable abrasive wear-resistance. For cutting tool applications PM 60 offers a unique combination of red hardness and strong toughness compared to all other high-speed steels that other materials don’t have. In times of high-carbon tool steel scrap, PM 60 is the best alternative.
Other Known Names: ASP 2060, HS 6-7-6-10
Griggs Steel Color Code:Orange
Drills, Gear Cutters
Density
0.286 lb/in3 (7960 kg/m3)
Modulus Of Elasticity
36 x 106 psi (250 GPa)
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 2.3 | 4.2 | 6.5 | 7 | 6.5 | 10.5 | 340 | 67 |
| Annealing | Preheat | Austenitizing | Quench | Tempering |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1575/1625 | 1500/1550 | 2125/2175 | Salt/Oil/Atm | 1040 |
Heat rapidly from the preheat, typically by transferring to a second furnace.
2000-2150°F (1100-1180°C) according to the desired final hardness.
The tool should be protected against decarburization and oxidation during hardening.
Vacuum furnace with high speed gas at sufficient overpressure (2–5 bar).
Martempering bath or fluidized bed at approx. 1004°F (540°C).
Quenching should be continued until the temperature of the tool reaches approx. 77°F (25°C). The tool should then be tempered immediately.
In order to obtain a high toughness, the cooling speed in the core should be at least 20°F/sec. (10°C/sec.). This is valid for cooling from the austenitizing temperature down to approx. 1004°F (540°C). After temperature equalization between the surface and core, the cooling rate of approx. 10°F/sec. (5°C/sec.) can be used. The above cooling cycle results in less distortion and residual stresses.
Temper immediately after quenching.
For cold work applications tempering should always be carried out at 1040°F (560°C) irrespective of the austenitizing temperature. Temper three times for one hour at full temperature. The tool should be cooled to room temperature between the tempers. The retained austenite content will be less than 1% after this tempering cycle.
Annealing must be performed after hot working and before re-hardening.
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1600°F (871°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 20°F per hour (10°C per hour) to 1290°F (700°C). Continue cooling to ambient temperature in the furnace or in air.