Learn about high speed steel (HSS), its benefits, advantages, properties, and more in this comprehensive overview.

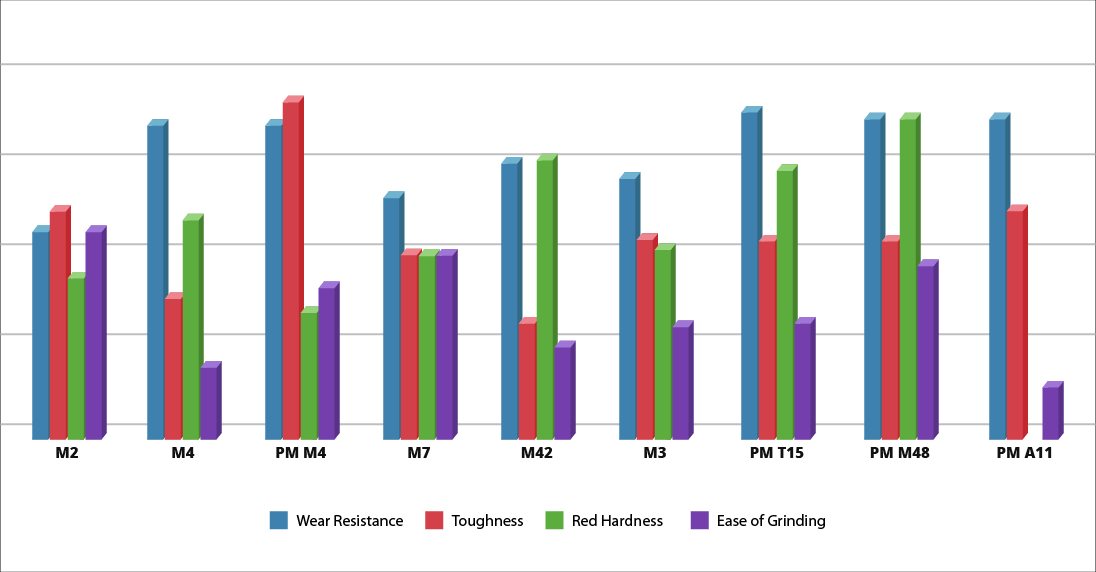
Griggs Steel sells PM T15, a tungsten-type high speed steel with high vanadium. Its known for its exceptional red resistance, making it ideal for high-temperature applications and its superior wear resistance due to the added vanadium. In its powder form, TM 15 also exhibits excellent impact toughness and bend strength compared to traditional T15 steel and can help improve cutting tool life than lower-alloyed high-speed steels like M1, M2, and M7.
Other Known Names: 1.3202, ASP 2015, CPM T15®, SKH 10, HS 12-0-5-5, S399
Griggs Steel Color Code:Purple
Broaches, End Mills, Form Dies, Cutting Tools, Punches, End Mills, Taps, Hobs
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 1.6 | 4 | 12.25 | - | 4.9 | 5 | 275 | 66 |
| Density | Modulus Of Elasticity | Specific Gravity | Machinability |
|---|---|---|---|
| 0.296 lb/in3 (8193 kg/m3) | 30 x 106 psi (207 GPa) | 7.97 | 35-40% of a 1% carbon steel |
| Shape | Diameter/Size |
|---|---|
| Round | .130″ |
| Round | .203″ |
| Round | .265″ |
| Round | .328″ |
| Round | .335″ |
| Round | .335″ |
| Round | .375″ |
| Round | .390″ |
| Round | .413″ |
| Round | .437″ |
| Round | .453″ |
| Round | .468″ |
| Round | .515″ |
| Round | .578″ |
| Round | .625″ |
| Round | .640″ |
| Round | .718″ |
| Round | .765″ |
| Round | .8125″ |
| Round | .875″ |
| Round | .890″ |
| Round | 1.015″ |
| Round | 1.062″ |
| Round | 1.140″ |
| Round | 1.265″ |
| Round | 1.328″ |
| Round | 1.390″ |
| Round | 1.515″ |
| Round | 1.531″ |
| Round | 1.578″ |
| Round | 1.640″ |
| Round | 1.770″ |
| Round | 1.781″ |
| Round | 1.890″ |
| Round | 2.020″ |
| Round | 2.0625″ |
| Round | 2.280″ |
| Round | 2.390″ |
| Round | 2.531″ |
| Round | 2.780″ |
| Round | 3.020″ |
| Round | 3.0625″ |
| Round | 3.531″ |
| Round | 3.562″ |
| Round | 4.0625″ |
| Round | 5.0625″ |
| Round | 5.5625″ |
| Round | 6.0625″ |
| Round | 6.515″ |
| Round | 7.125″ |
| Shape | Diameter/Size |
|---|---|
| Plate | .157″ |
| Plate | .218″ |
| Plate | .281″ |
| Plate | .409″ |
| Plate | .531″ |
| Plate | .656″ |
| Plate | .780″ |
| Plate | .905″ |
| Plate | 1.031″ |
| Plate | 1.156″ |
| Plate | 1.281″ |
| Plate | 1.405″ |
| Plate | 1.531″ |
| Plate | 1.656″ |
| Plate | 1.781″ |
| Plate | 2.031″ |
| Shape | Diameter/Size |
|---|---|
| Flats | .125″ x .375″ |
| Flats | .15625″ x 2.375″ |
| Flats | .1875″ x 2.0625″ |
| Flats | .218″ x .593″ |
| Flats | .21875″ x 1″ |
| Flats | .9375″ x .8125″ |
| Flats | .343″ x .531″ |
| Flats | .53125″ x .78125″ |
| Flats | .53125″ x 1.53125″ |
| Flats | .5625″ x .5625″ |
| Flats | .5625″ x 1.3125″ |
| Flats | .6875″ x 1.125″ |
| Flats | .6875″ x 1.562″ |
| Flats | .6875″ x 1.6875″ |
| Flats | .6875″ x 1.8125″ |
| Flats | .6875″ x 1.9375″ |
| Flats | .6875″ x 2.062″ |
| Flats | .78125″ x 1.53125″ |
| Flats | .9375″ x 1.625″ |
| Flats | 1.0625″ x 1.0625″ |
| Flats | 1.0625″ x 1.3125″ |
| Flats | 1.0625″ x 1.5625″ |
| Flats | 1.0625″ x 2.0625″ |
| Flats | 1.3125″ x 2.4375″ |
| Flats | 1.375″ x 1.875″ |
| Flats | 1.375″ x 2.625″ |
| Flats | 1.5625″ x 2.125″ |
| Flats | 1.5625″ x 2.625″ |
Share this: