

At Griggs Steel Company, we carry an extensive collection of steel options for use in all your manufacturing needs. We provide a wide range of steel for you to choose from but few offer the same durability as CPM 10v® steel.
Whether you’re creating extrusion tooling, cold work tooling or other products, choose CPM 10v® steel for your tool and die needs. Explore the properties, advantages and equivalent names of this steel to discover how you can improve your manufacturing process or enjoy affordable rates on the high speed steel you love.
There are a few CPM 10v equivalent names in the steel industry. If you’re having a difficult time finding your exact grade of steel, it’s important to know other associated names. Here are some common alternative names for the same grade of high-speed steel:
At Griggs Steel, we can help you find the right steel for your products, so use any of these names and we’ll connect you with this dependable, tough product. Don’t worry if you don’t immediately see the name of your chosen grade of steel. Work with our team to find the alternative name of your grade of steel or ask about a custom order for your specialty steel needs.
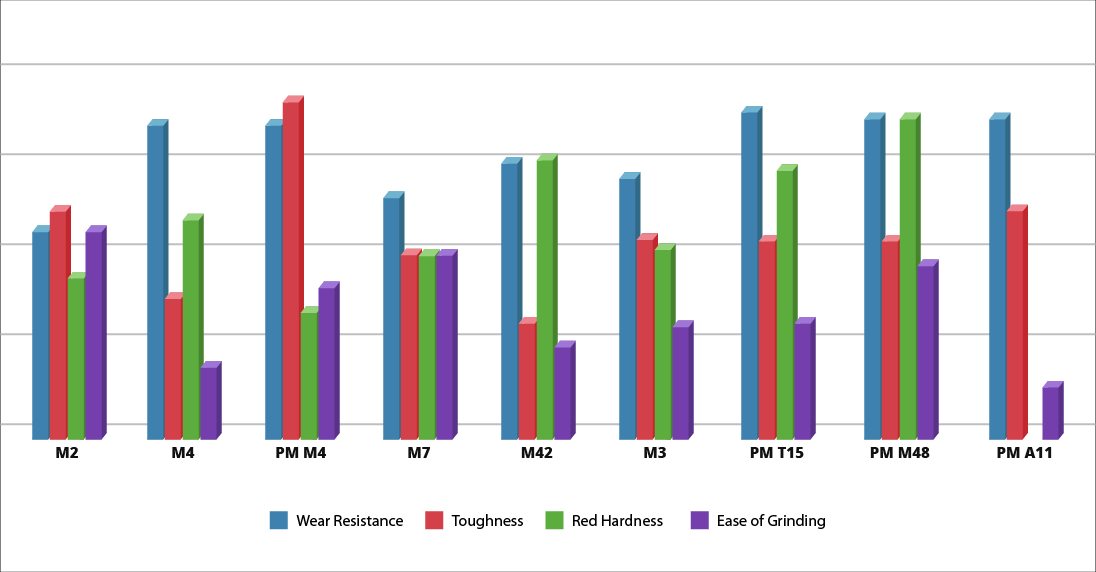
Compared to other high speed tool steels, CPM 10v® is incredibly resistant to wear and tear. Wear resistance is a great feature to have for tool steel because it can provide years of intense use as a blade or other tool element. Much of the toughness comes from the hard vanadium carbides in this tool steel. This allows it to stand up to high-impact usage.
It doesn’t easily wear down or become compromised like D7, D2 or other high-carbon steels. This protects the cutting edge, impact point or other portion of your tooling as it operates. Choose this grade of steel to create tooling for your own machines or to continue to provide essential components for other manufacturing facilities.
The machinability of this steel is 10-15% of a 1% carbon steel. Machinability is an essential property of high speed steel manufacturing, so compare this with other steels to determine the necessary machining equipment.
Choose CPM 10v® for a strong, wear-resistant and cost-effective alternative to other steel products. Here are just a few treatments you can use to alter the basic features of this high speed steel:
This range of treatment options allows you to create versatile steel components. Manufacture tooling and other unique products with sheets, blocks or plates of dependable steel treated with your ideal heat treatment option. Learn more about each process to see the ideal temperature, timing and process to achieve the optimal characteristics of your steel.
This type of steel is commonly used in a number of industrial applications. Choose this steel to create extrusion tooling, cold work tooling, slitter knives and punches. These applications rely on the tough, reliable grade of this steel. Other applications may require higher ease of grinding or more malleable steel, so search for other steel products for these properties.
Work with a leading CPM 10v® provider today to enjoy affordable steel. Whether you need a few rods or are ordering a bulk material CPM 10v® order, request a quote today from Griggs Steel Company. Shop our extensive inventory of dependable high speed tool steels for a special project or your daily manufacturing operation.
Griggs Steel Color Code:Ocean Blue
Density
0.298 lb/in3 (8256 kg/m3)
Specific Gravity
8.26
Modulus Of Elasticity
31 x 106 psi (214 GPa)
Machinability
10-15% of a 1% carbon steel
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 2.45 | 5.25 | .5 max | 1.3 | 9.75 | .5 max | 255 | 63 |
| Annealing | Preheat | Austenitizing | Quench | Tempering |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1600 | 1500/1550 | 1850/2150 | Salt/Oil/Atm | 1040 |
1500-1550°F (816-845°C), equalize.
Heat rapidly from the preheat, typically by transferring to a second furnace.
For Optimum Wear Resistance
Soak for 5 to 15 minutes.
Furnace or Salt Bath: 2150°F (1177°C)
For Balance of Wear Resistance and Toughness
Soak for 15 to 30 minutes.
Furnace or Salt Bath: 2050°F (1121°C)
For Maximum Toughness and minimum distortion in cooling
Soak for 30 to 60 minutes.
Furnace: 1975°F (1080°C)
Salt Bath: 1950°F (1066°C)
Air, pressurized gas, warm oil, or salt. Sections less than 3” thick may be air cooled to maximum hardness. Sections 3” thick or more must be quenched at a faster rate, using one of the methods below, to attain maximum hardness. For pressurized gas, the furnace should have a minimum quench pressure of 4 bars. The quench rate to below 1000°F (538°C) is critical to obtain the desired properties.
For oil, quench until black, about 900°F (482°C), then cool in still air to 150-125°F (66-51°C). For salt maintained at 1000-1100°F (538-593°C), equalize in the salt, then cool in still air to 150-125°F (66-51°C).
Temper immediately after quenching.
Typical temperature range is 1000-1100°F (538-593°C). Do not temper below 1000°F (538°C). Hold at temperature for 2 hours then air cool to ambient temperature. Triple tempering is required is required when austenitized at 2100°F (1149°C) or higher.
Annealing must be performed after hot working and before re-hardening
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1600°F (871°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 30°F per hour (17°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air.